Напоминание информации


May 15, 2026
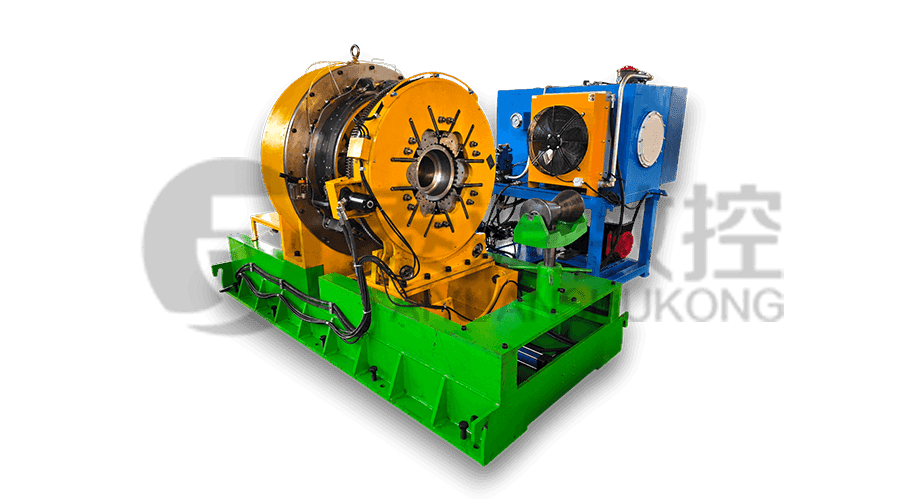
А Токарный станок для раскряжевки обсадных и насосно-компрессорных труб специализированная промышленная машина, предназначенная для сборки (свинчивания) и разборки (развинчивания) резьбовых соединений на нефтепромысловых трубах с предельной точностью. Основной вывод для любого оператора заключается в том, что эти установки необходимы для поддержания структурной целостности колонны скважин; за счет использования синхронизированной гидравлической мощности и контроля крутящего момента с высоким разрешением, ** гарантирует, что каждое соединение соответствует строгим стандартам API 5CT, предотвращая дорогостоящие скважинные утечки и механические неисправности.
Операция Токарный станок для раскряжевки обсадных и насосно-компрессорных труб вращается вокруг контролируемого приложения вращательной силы. В отличие от стандартного токарного станка для металлообработки, этот агрегат оснащен гидравлической силовой головкой и дополнительными опорными тисками. Опорные тиски надежно удерживают тело трубы, пока приводная головка вращает муфту. Эта система двойного зажима предотвращает вращение трубы, гарантируя, что 100% гидравлической энергии преобразуется в крутящий момент нарезания резьбы.
Усовершенствованные модели оснащены системой привода с регулируемой скоростью. Это позволяет машине запускаться на высоких оборотах для быстрой заправки резьбы (вращения), а затем автоматически переключаться на низкие обороты и высокий крутящий момент для окончательного зацепления «плеча». Этот переход имеет решающее значение для предотвращения истирания — формы износа, вызванной чрезмерным трением, которое может привести к преждевременному сварке резьбы.
Современные нефтепромысловые операции требуют больше, чем просто физическая сила; они требуют проверки данных. ** обычно оснащен системой управления крутящим моментом и поворотом. Эта компьютерно-интегрированная установка измеряет приложенный крутящий момент в зависимости от количества совершенных оборотов. Отображая эти показатели на графике в режиме реального времени, устройство может определить, достигла ли муфта оптимального «золотого пятна» профиля резьбы.
Основная проблема при обращении с трубами — избежать «следов укуса» или структурной деформации обсадной трубы. Высококачественные сплавы, используемые в глубоководных скважинах, особенно чувствительны к повреждениям поверхности. Токарный станок для раскряжевки обсадных и насосно-компрессорных труб Эта проблема решается с помощью немаркирующих матриц или специализированных систем многоточечного зажима.
| Тип зажима | Операционное преимущество | Подходящее применение |
| Стандартная зубная матрица | Рукоятка с высоким коэффициентом трения для обеспечения крутящего момента в тяжелых условиях. | Корпус и трубки из углеродистой стали. |
| Немаркирующая челюсть | Гладкая контактная поверхность предотвращает возникновение напряжений. | Хром и высоколегированные материалы CRA. |
| Плавающая силовая головка | Компенсирует изменения шага резьбы. | Премиальные соединения (газонепроницаемые уплотнения). |
| Синхронизированный патрон | Аpplies equal pressure across the circumference. | Тонкостенные трубы склонны к сдавливанию. |
Интеграция автоматизации в ** значительно повысила безопасность мастерской. Традиционные ручные щипцы требуют, чтобы персонал находился на «линии огня». Напротив, токарный станок с раскряжевочным агрегатом позволяет оператору контролировать весь процесс свинчивания с удаленного пульта. Автоматизация также обеспечивает согласованность; машина не страдает от усталости, которая может привести к нестабильному крутящему моменту свинчивания в течение длительной смены.
Резервные гидравлические системы и контуры аварийной остановки являются стандартными функциями безопасности. Кроме того, многие агрегаты теперь оснащены автоматическими рычагами для загрузки и разгрузки труб, которые синхронизируются с токарным станком и позволяют перемещать тяжелые соединения (часто весом в тысячи фунтов) без ручного подъема, что снижает риск травм на рабочем месте.
Чтобы обеспечить Токарный станок для раскряжевки обсадных и насосно-компрессорных труб остается точным, обязательна регулярная калибровка датчиков веса и датчиков гидравлического давления. Со временем гидравлические уплотнения могут изнашиваться, что приводит к перепадам давления, что приводит к недостаточному моменту затяжки соединений.
Связанные продукты
 Model:TYSK-630T Буровая труба, токарный станок с соединением и муфты
Model:TYSK-630T Буровая труба, токарный станок с соединением и муфты
The machine adopts a FANUC CNC system with stable processing accuracy and flexible programming functions to ensure that the processed parts meet strict industry standards. The high torque and heavy-load design can cope with long-term continuous work and has strong durability.
 Модель:ТИСК-1355 Токарный станок нефтяной трубы
Модель:ТИСК-1355 Токарный станок нефтяной трубы
Станок оснащен системой ЧПУ FANUC со стабильной точностью обработки и гибкими функциями программирования, что гарантирует соответствие обрабатываемых деталей строгим отраслевым стандартам. Конструкция с высоким крутящим моментом и большой нагрузкой позволяет выдерживать длительную непрерывную работу и отличается высокой прочностью.
 Модель:TYSK-XQJ-550 Средний и большой Машина для снятия пленки ПТФЭ
Модель:TYSK-XQJ-550 Средний и большой Машина для снятия пленки ПТФЭ
Предназначен для обработки заготовок максимальным диаметром 550 мм и максимальной длиной 1000 мм. Мы также можем настроить в соответствии с потребностями пользователей. Удобное изменение скорости и толщины с помощью ЧПУ.
 Серия:ТЫСК-НКЖ Винт-машина/корпус и сцепление с трубкой
Серия:ТЫСК-НКЖ Винт-машина/корпус и сцепление с трубкой
Машина использует гидравлический двигатель, механический плавающий механизм и определение крутящего момента в реальном времени, адаптируется к изгибу материала и предотвращает деформацию материала. Вспомогательные машины настроены для полуавтоматизации.
 Решения для длинных и тяжелых материалов Механизм автоматической загрузки и разгрузки для резьбы трубки
Решения для длинных и тяжелых материалов Механизм автоматической загрузки и разгрузки для резьбы трубки
Специальный режим гибкой поддержки позволяет эффективно снизить влияние изгиба заготовки на обработку и повысить производительность. Точно соответствует нашему токарно-винторезному станку.
 Модульная дробилка железной стружки Высокая прочности дробилка для чипа
Модульная дробилка железной стружки Высокая прочности дробилка для чипа
Лезвия изготовлены из высокопрочных материалов и разумно расположены на выходе из стружеотвода, чтобы разбить комки железной стружки. Уменьшите риск отката и улучшите использование рамы отходов.
 Серия:ТИСК-ХБ Полуавтоматическая износостойкая сварщик полосы
Серия:ТИСК-ХБ Полуавтоматическая износостойкая сварщик полосы
Применимо к ARNCO 100XT, 200XT, 300XT. Поддержка наплавочной сварки порошковой или сплошной проволокой φ1,2-2,0. Может быть оснащен сваркой с распылением одним пистолетом и сваркой с распылением двойным пистолетом двумя способами. Поддержка управления системой ПЛК или ЧПУ.
